Our manufacturing facility was founded in 2004 and is located in a primary industrial hub for flooring. Covering an area of 8,000 square meters, we maintain a mature sales and management team. We have passed ISO9001:2008 quality management system certification and have grown into a leading manufacturer of antistatic ceramic raised access floors.
Through continuous innovation, our product line has expanded to include steel raised access floors, ceramic raised access floors, perforated panels, OA raised floors, calcium sulfate flooring, and wood-core access flooring solutions. We focus on durability, precision, and providing versatile solutions for modern office environments and industrial clean rooms.
Frequently Asked Questions
What is the primary material of your raised floors?
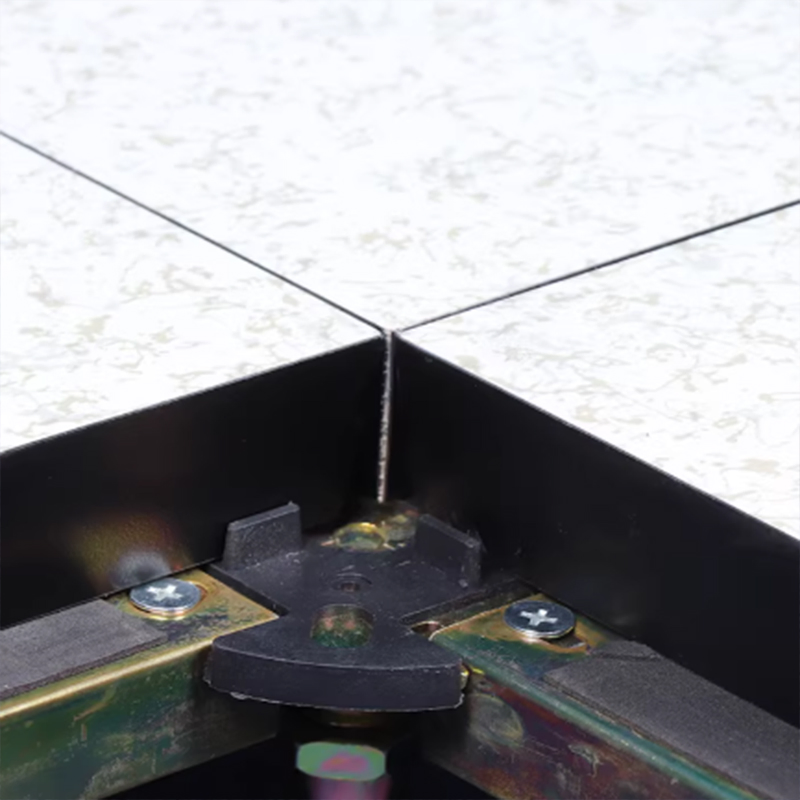
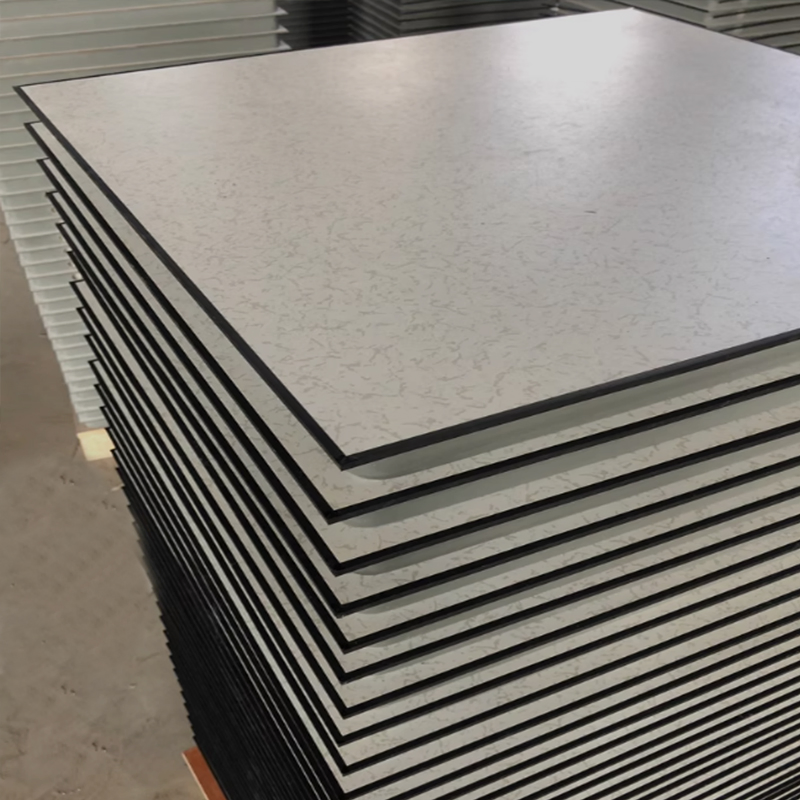
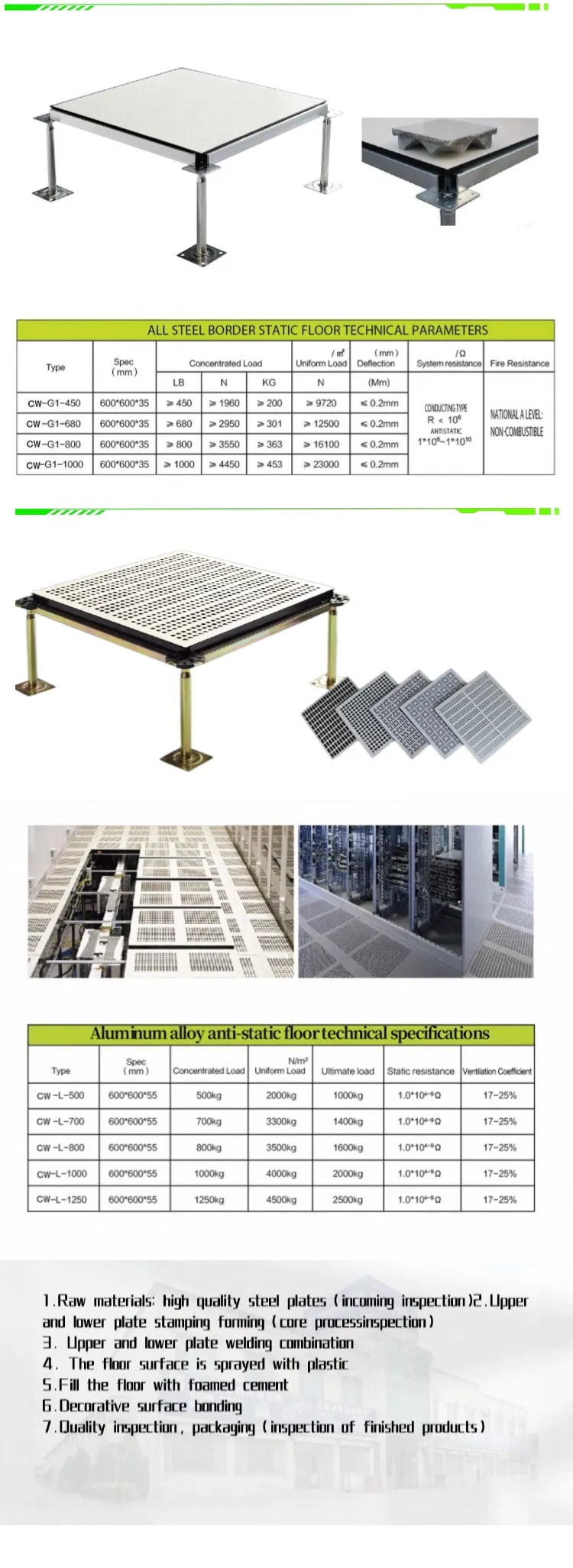
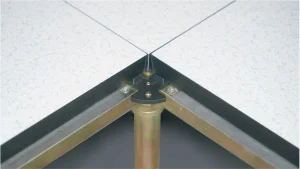
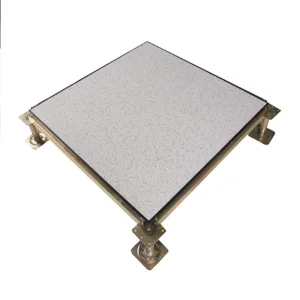
We specialize in high-quality steel and anti-static ceramic raised floors, providing excellent durability and weight-bearing capacity.
How do you ensure product quality?
We follow a strict quality control process, including pre-production samples before mass production and a final inspection before every shipment.
What types of flooring products do you offer?
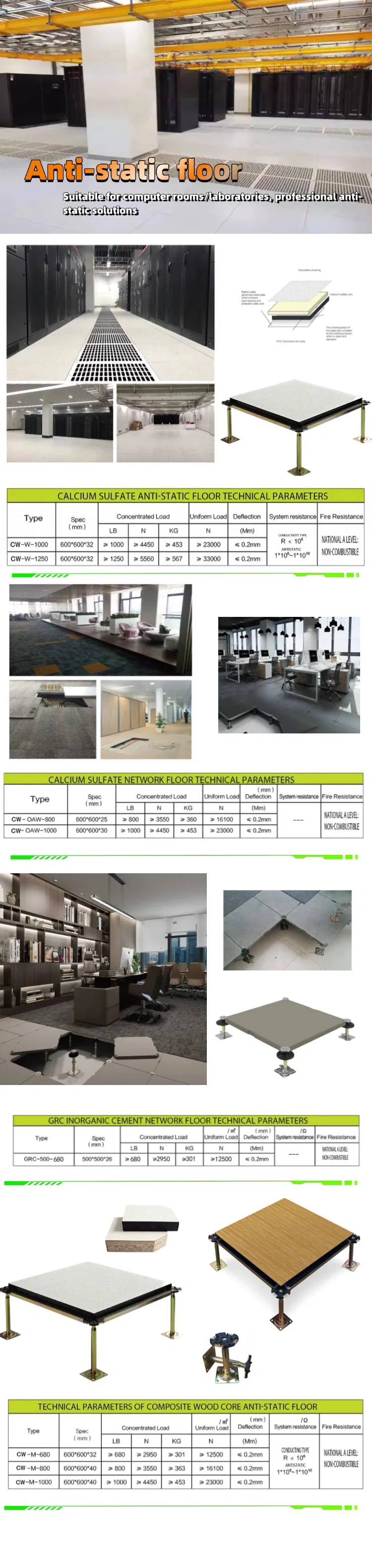
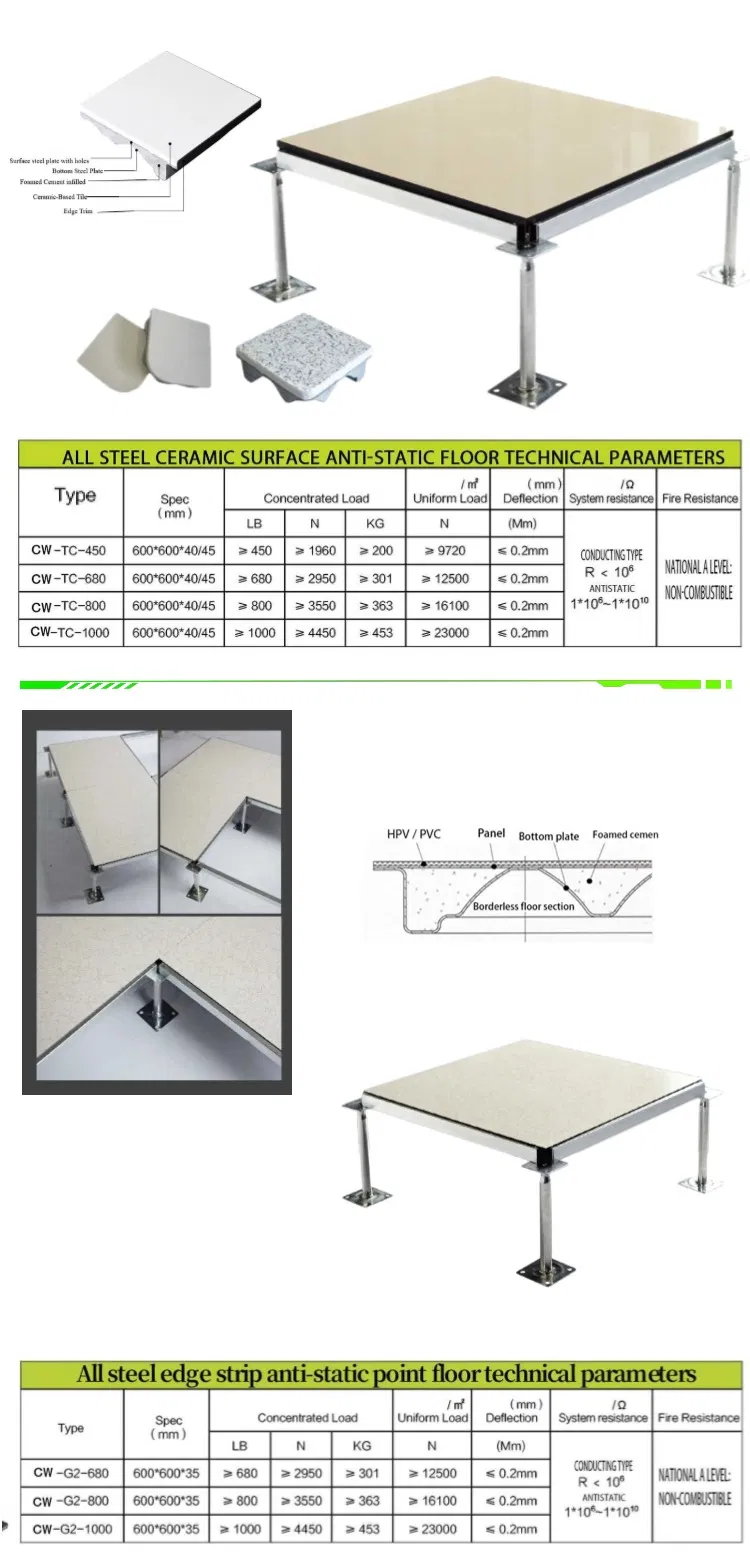
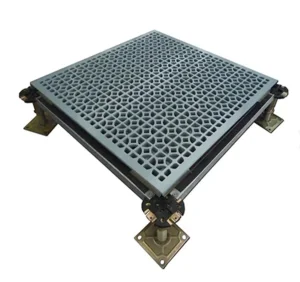
Our range includes Raised floors, Anti-static floors, Access floors, Calcium sulfate flooring, and Ventilated panels for clean rooms.
Why choose your raised floor solutions over others?
Our anti-static ceramic raised floors are designed to be durable, not easily fragile, and can be cut arbitrarily to fit specific room layouts, holding multiple national design advantages.
Do you provide samples for testing?
Yes, we provide free samples to ensure our materials and specifications meet your project requirements before you place an order.
What are the main applications for these floors?
These floors are ideal for electrical factories, computer rooms, banks, modern office buildings, and clean room environments.