1 / 5
| Model NO. | FS1000-FS2000 |
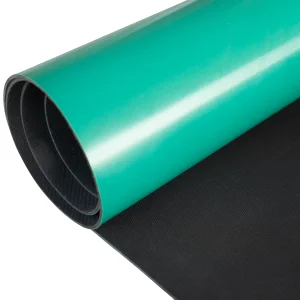
| Function | Anti-Fouling, Fireproof, Soundproof, Waterproof, Anti-static |
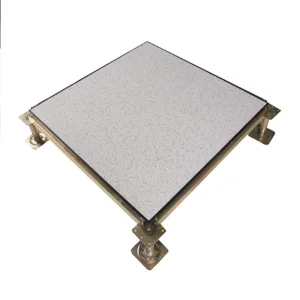
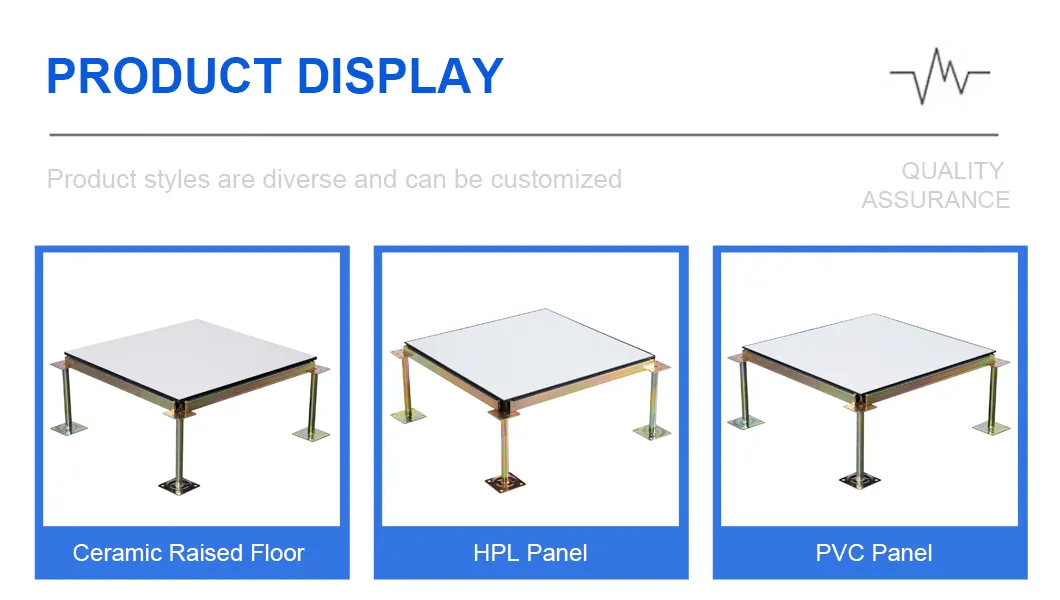
| Surface Treatment | Ceramic |
| Color | Optional |
| Metal Type | Steel |
| Certification | CE, ISO, ASTM |
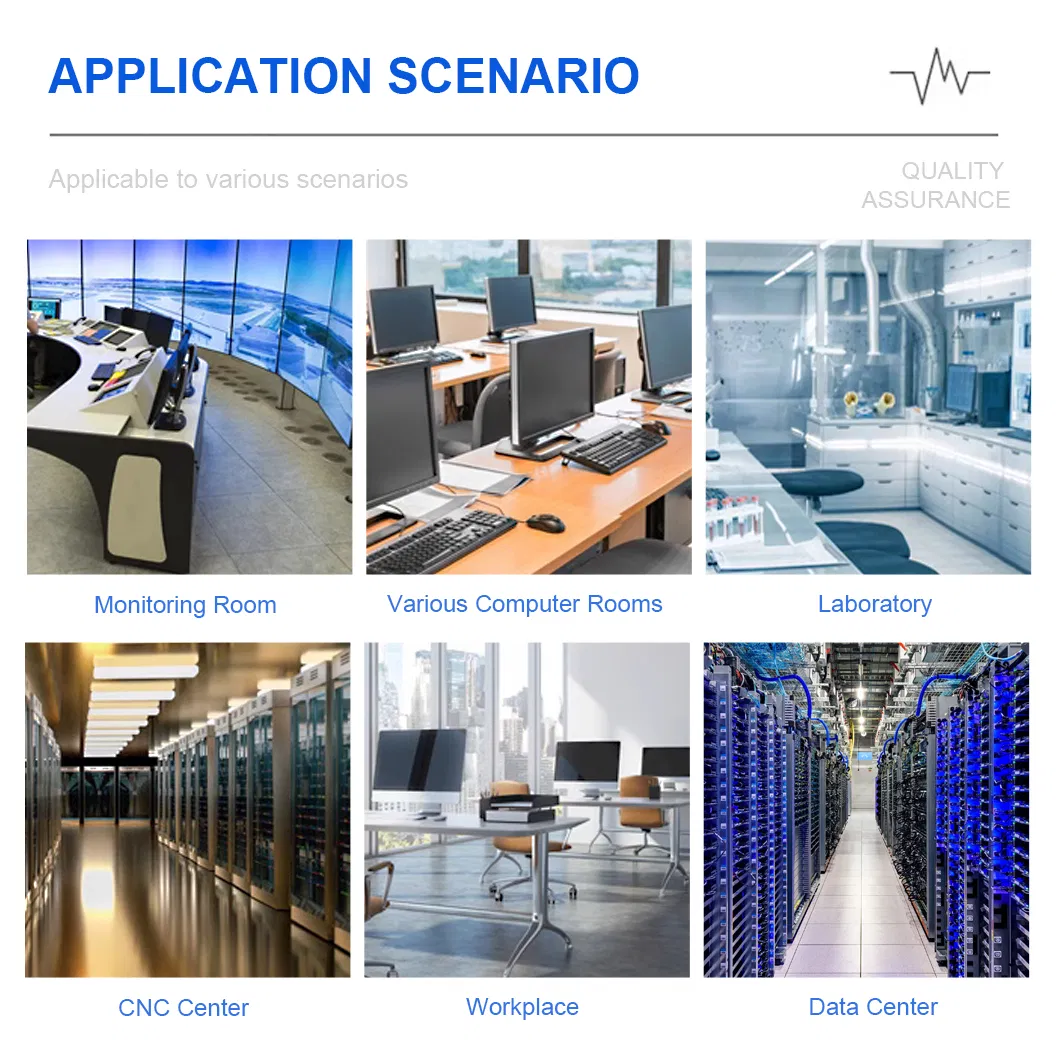
| Usage | Electrical Factory, Computer Room, Bank, Offices |
| Advantage | Long Life of Usage |
| Customized | Customized |
| Transport Package | Pallet |
| Specification | ISO, SGS, CE, TUV, PSB, EN, Intertek |
| HS Code | 73089000 |
| Production Capacity | 600,000sqm/Year |

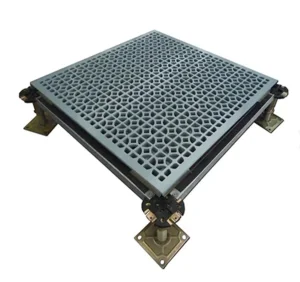
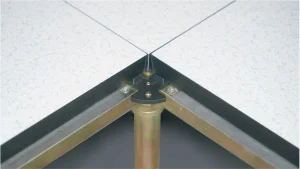
This product is made of high-quality cold-rolled steel sheet with foaming cement fully filled. The surface is applied with a ceramic finish (Marble, Granite), and borders are trimmed with black PVC edge trim. The hole design on the top steel plate allows the cement to bond the ceramic and steel panel parts together extremely firmly.
Ideal for environments that require strict antistatic and dustproof standards, including:
Specializing in Raised Access Floors since 1993, the facility now covers 80,000 square meters with more than 200 dedicated employees. Through continuous innovation, we have developed digital automatic production lines—from steel cutting to welding—ensuring precision and quality for every panel.
With certifications in both ISO9001 and ISO14001 systems, these products are widely utilized in offices, data centers, and clean rooms globally. Exports include steel cementitious floors, woodcore floors, calcium sulphate panels, and airflow systems to markets in Asia, North America, Middle East, USA, and Europe.