1 / 5
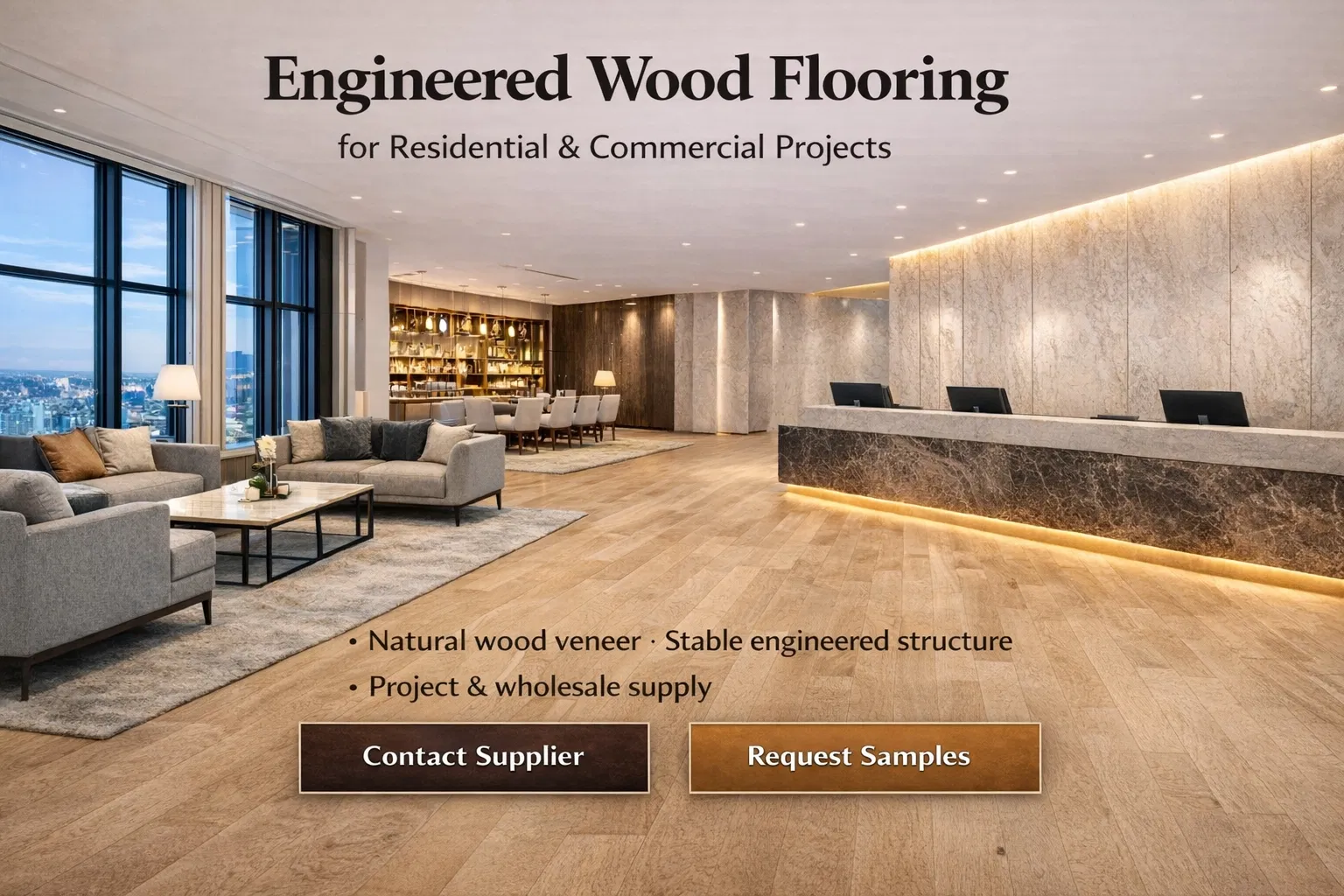
Our engineered wood flooring is widely used in residential and commercial interior decoration projects. It is an ideal flooring solution for villas, apartments, hotels, offices and retail spaces. With excellent dimensional stability and natural oak texture, this multilayer engineered wood flooring is suitable for modern homes, hospitality projects and large commercial buildings.



3-Layer Engineered Structure

Multi-Layer Engineered Structure
| Structure | 3-layer / Multi-layer |
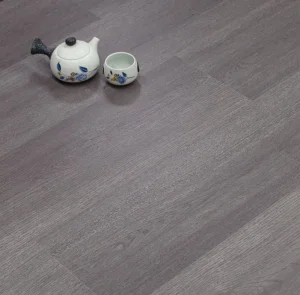
| Surface | Real wood veneer (Oak / Walnut / Teak) |
| Surface Finish | UV lacquer / Oil finish |
| Thickness/Width/Length | Customized available |
| Installation | Floating / Glue down |
| Application | Residential & Commercial projects |
| MOQ | 300 sqm per order |
| Lead Time | Approximately 25–30 days |

Multiple color options are available, including light, medium, and dark tones. All finishes are produced with real wood veneer and controlled finishing processes to ensure stable color consistency for project and wholesale orders.

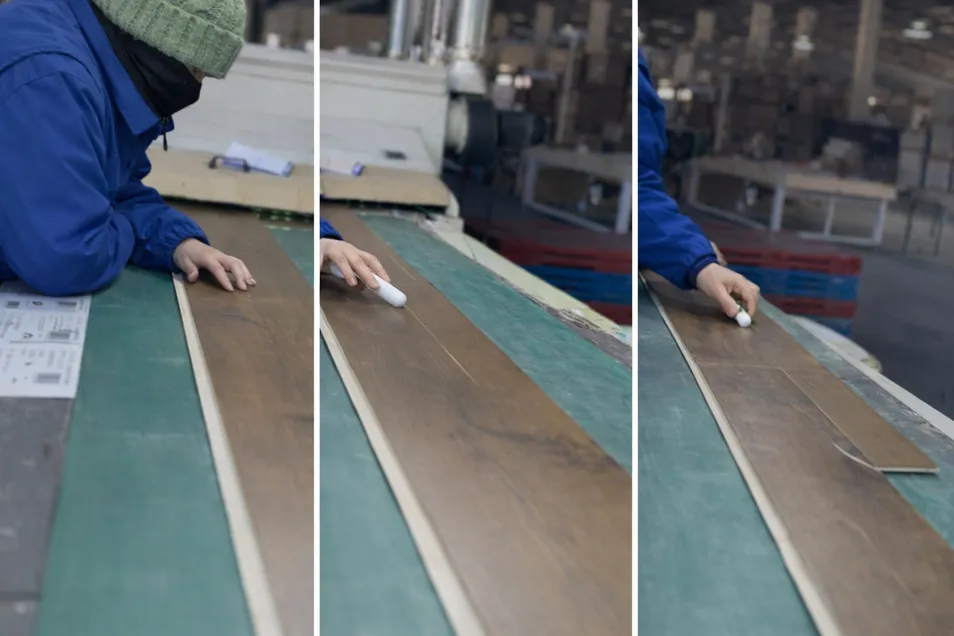
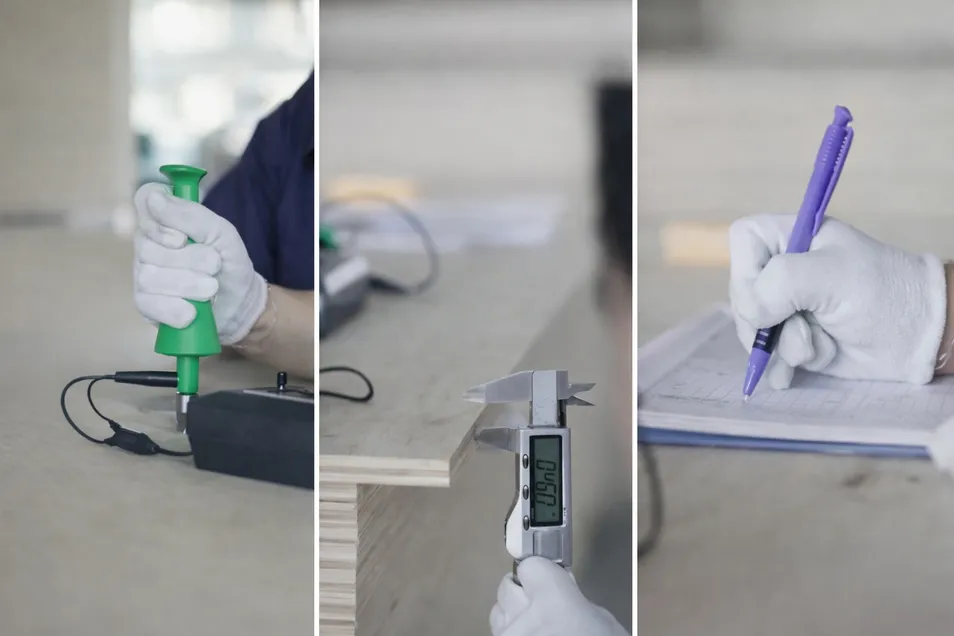


In-process surface inspections and visual checks are carried out during production. Each board is individually checked for dimensions, moisture content, and surface condition before packing in export standard cartons and pallets.